لماذا تعد آلة الضغط البرجية CNC هي القلب الذكي لمعالجة الصفائح المعدنية الحديثة؟
May 29, 2025
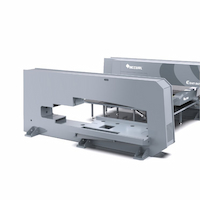
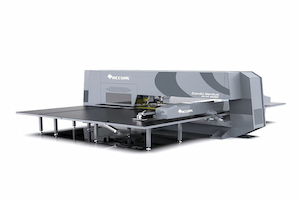
أولا: التكنولوجيا الأساسية: مبدأ التصميم الفريد لآلة ضغط البرججوهر مكبس برج CNC يكمن سرّها في هيكلها البرجي، وهو مخزن أدوات دوار يتسع لعشرات القوالب. بخلاف مكابس الثقب المفرد التقليدية، يُتيح تصميم البرج التبديل التلقائي للقالب من خلال التحكم في البرنامج، مما يسمح للآلة بإكمال عمليات متعددة مثل الثقب والتشكيل والشد بضغطة واحدة.يُقسّم البرج عادةً إلى طبقتين، حيث يُركّب القالب العلوي على الطبقة العليا، ويُثبّت القالب السفلي على الطبقة السفلى. بفضل الدوران والتحديد المتزامن الدقيق، يُضمن محاذاة مثالية للقوالب لحظة الختم.يُعد نظام محرك السيرفو الدقيق المحور الرئيسي لمكابس الثقب البرجية الحديثة. فهو يتحكم في السرعة العالية والدقة في تحديد موضع الصفيحة في المستوى XY، ومسار حركة المثقب على المحور Z، وزاوية دوران البرج. يُمكّن محرك السيرفو عالي الديناميكية، بالاشتراك مع سكة التوجيه الخطية، الصفيحة المعدنية من الحركة بسرعة تتجاوز 100 متر في الدقيقة، مع الحفاظ على دقة تحديد الموضع في حدود ±0.1 مم.إن هذا الجمع بين السرعة والدقة هو أمر بعيد عن متناول التشغيل اليدوي أو الآلات التقليدية.يُعد تصميم الأمان من أبرز مميزات مكبس التثقيب البرجي. تعتمد المعدات الحديثة مبدأ "الفصل بين الإنسان والآلة" - فعند تشغيل المُعدة، يبقى المُشغِّل بعيدًا عن منطقة العمل، ويتوقف تلقائيًا عند اقترابه. وبفضل الحماية الضوئية وزر التشغيل ثنائي اليدين، تُحقق المُعدة السلامة الأساسية التي تُميز "توقف الآلات العاملة بالطاقة البشرية والآلية"، مما يُزيل تمامًا خطر إصابة اليد الناتجة عن مكبس التثقيب التقليدي.ثانيًا: الابتكار التكنولوجي: أنظمة التحكم الذكية تُمكّن من كفاءة الإنتاجعزز ابتكار واجهات التفاعل باللمس كفاءة التشغيل بشكل كبير. يعتمد الجيل الجديد من مكبس التثقيب البرجي على شاشة عمودية عالية الدقة بالكامل (FHD) مقاس 21.5 بوصة، ويدعم التحكم باللمس السعوي بعشر نقاط. يمكن للمشغلين العمل بسلاسة حتى مع ارتداء القفازات.شاشة عرض كاملة بزاوية 178 درجة تضمن رؤية واضحة لحالة المعالجة من جميع الزوايا. تصميم الهيكل الصلب المغلق يقاوم بفعالية الغبار وبقع الزيت المنتشرة في بيئة معالجة المعادن، مما يضمن تشغيلًا مستقرًا طويل الأمد للنظام الإلكتروني.بفضل إدخال تقنية التحكم التكيفي، أصبحت مكبس الثقب البرجي أكثر قدرة على "التفكير". وكما هو الحال مع نظام المراقبة التكيفي ACM من شركة OMAT، يُمكنه جمع بيانات حمل المغزل آنيًا وضبط معاملات المعالجة ديناميكيًا. عند اكتشاف اهتزازات غير طبيعية أو تغيرات مفاجئة في الحمل، يُمكن للنظام إبطاء سرعته أو إيقافه تلقائيًا لتجنب تلف القالب المُكلف.وتظهر بيانات التطبيق العملي أن هذه التقنية قادرة على توفير ما يقرب من 38% من الوقت لمعالجة المحيط، و34% لمعالجة فتحة الفتحة، وإطالة عمر القالب بما يصل إلى 40%.لقد خفّضت منصة البرمجة المعيارية المتطلبات التقنية بشكل ملحوظ. توفر أنظمة التحكم الحديثة في مكابس الأبراج واجهة برمجة رسومية. يحتاج المشغّلون فقط إلى استيراد رسومات CAD، ويمكن للنظام إنشاء مسار الختم وتحسينه تلقائيًا. بالنسبة للثقوب المعقدة وغير المنتظمة، يُفكّك البرنامج تلقائيًا المحيط المستمر إلى سلسلة من مقاطع الخطوط الصغيرة، ويحقق ذلك من خلال التثقيب المتدرج عالي السرعة.يتيح هذا النهج البرمجي "ما تراه هو ما تحصل عليه" للمشغلين الذين ليس لديهم خلفية ميكانيكية إتقان استخدام المعدات بسرعة، مما يوفر قناة توظيف فعالة للمهاجرين الجدد وموظفي التحول التكنولوجي.ثالثًا: تكامل الأتمتة: بناء مصنع صفائح معدنية بدون طاقم بشريعزز نظام التعاون الروبوتي قدرات مكبس الثقب البرجي بشكل كبير. من خلال حل متكامل مشابه لنظام Sinumerik Run My Robot من Siemens، يمكن التحكم المباشر في الروبوتات الصناعية بواسطة نظام CNC لتحقيق أتمتة كاملة لعمليات تحميل مواد الصفائح تلقائيًا، وتكديس المنتج النهائي، واستبدال القالب. لا يعمل هذا التكامل العميق على تقليل متطلبات تكوين الأجهزة فحسب، بل يعمل أيضًا على تحسين دقة مسار حركة الروبوت من خلال تدفق بيانات موحد، مما يجعل وحدة العمل بأكملها منسقة كوحدة واحدة. أدى الجمع بين نظام تغيير القالب التلقائي (ATC) ونظام تبادل المنصات التلقائي (APC) إلى خلق بيئة إنتاج مستمرة. عندما تُعالج المعدات قطعة العمل الحالية، يكون الروبوت قد ثبّت الورقة التالية في منطقة التحضير. عند الحاجة إلى قوالب خاصة، يدور البرج تلقائيًا إلى محطة العمل المستهدفة، وتستغرق العملية بأكملها ثانيتين إلى ثلاث ثوانٍ فقط.لقد أدى هذا الاتصال السلس إلى رفع معدل استخدام المعدات من 50-60% التقليدي إلى أكثر من 85%، مما أدى بالفعل إلى تحقيق نمط إنتاج مستمر من "المصنع مع إطفاء الأضواء".رابعًا: التطبيقات الصناعية والقيمة الاقتصادية: المحور الرئيسي لمعالجة الصفائح المعدنيةنطاق تطبيق مكابس برج CNC مذهل: من ألواح الهيكل الإلكترونية بسمك 1 مم إلى الألواح الواقية بسمك 12 مم لآلات البناء، ومن معدات المطبخ المصنوعة من الفولاذ المقاوم للصدأ إلى زخارف المصاعد المصنوعة من سبائك الألومنيوم، تغطي قدرتها على المعالجة جميع الألواح المعدنية التي تتطلب ثقوبًا وأشكالًا. غالبًا ما يتم تكوين المصانع المجهزة بمكابس برجية في نفس الوقت مع آلات القطع بالليزر CNC و آلات الانحناء CNC، لتشكيل خط إنتاج كامل لمعالجة الصفائح المعدنية.يؤكد مستوى الرواتب في هذه الصناعة قيمتها الفنية. في قطاع التصنيع في أمريكا الشمالية، قد يصل الراتب الابتدائي للفنيين الذين يشغلون مكابس الثقب البرجية الأوتوماتيكية بالكامل إلى 18 دولارًا أمريكيًا في الساعة، ولا يقل عن 15 دولارًا أمريكيًا في الساعة للوظائف المبتدئة.كما أن الرواتب التي تقدمها شركات الصفائح المعدنية المحلية الراقية لمشغلي برمجة مكابس الأبراج الماهرة أعلى بكثير من الرواتب الخاصة بالوظائف العادية، مما يعكس الطلب العاجل في السوق على المواهب الفنية في مجال الصفائح المعدنية المركبة.خامسًا: الاتجاهات المستقبلية: دمج الرقمنة والمرونةتُحدث تقنية التوأم الرقمي نقلة نوعية في طريقة تشغيل مكابس الختم البرجية. فمن خلال محاكاة عملية الختم بالكامل في بيئة افتراضية، يُمكن للمهندسين تحسين اختيار القالب، وتصميم الصفائح المعدنية، وتسلسل الختم قبل الإنتاج الفعلي. وتُتيح أنظمة مثل hyperMILL® VIRTUAL Machining توليد توائم رقمية لأدوات آلية حقيقية. ويتم إجراء فحص التصادم وتحسين الحركة في الفضاء الافتراضي لضمان نجاح المعالجة الفعلية في محاولة واحدة.يمكن للمستخدمين الترقية من تنسيق صغير إلى تنسيق كبير والتوسع من معالجة اللوحة الرقيقة إلى معالجة اللوحة السميكة دون استبدال الجهاز بأكمله، مما يعزز العائد على الاستثمار بشكل كبير.تُتيح الحوسبة الطرفية وإنترنت الأشياء للأجهزة قدرات صيانة تنبؤية. فمن خلال المراقبة الفورية لتيار المحرك الرئيسي، ودقة تحديد موقع البرج، وموجة تأثير المثقاب، يُمكن للنظام توفير تحذيرات مبكرة من الأعطال المحتملة، مثل تآكل قضبان التوجيه وإجهاد القالب. وقد أدى هذا التحول من "الصيانة الدورية" إلى "الصيانة عند الطلب" إلى رفع مستوى توافر المعدات إلى مستوى جديد.إذا كان لديك المزيد من الأفكار، يرجى الاتصال بنا!هاتف: +86 -18855551088البريد الإلكتروني: Info@Accurl.comواتساب/جوال: +86 -18855551088